
Пневматичний вимірювальний прилад
Пневмат і чний вимір і вальний приб о р в машинобудуванні, засіб вимірювання лінійних розмірів деталей машин і механізмів по витраті повітря, що виходить під тиском з сопла. Деталь, лінійний розмір якої треба виміряти, розташовують перед торцем сопла на певній відстані. Залежно від розміру деталі змінюється зазор (відстань між деталлю і торцем сопла), завдяки чому змінюється витрата повітря (об'єм повітря, що проходить в одиницю часу через калібрований отвір - сопло). Зазвичай прилад налаштовують за розміром зразкової деталі або кінцевими мірами довжини.
Поява П. і. п. відноситься до 20-м рр. 20 в., Коли франц. фірма «Сакма» випустила прилади типу «Солекс».
П. і. п. має: вузол підготовки повітря, в якому здійснюється його очищення і стабілізація тиску; відліковий, або командне, пристрій, що перетворює зміну витрати або пов'язаного з ним тиску в повітропроводі в значення визначається розміру; вимірювальну оснащення з одним або декількома соплами (діаметр отвору 1-2 мм), з яких повітря витікає на деталь. За видами відлікових пристроїв П. і. п. поділяють на ротаметричний і манометричні. В П. і. п. ротаметрічеського типу (рис. 1) стиснене повітря під постійним тиском надходить у нижню частину розширюється конічної прозорої (зазвичай скляною) трубки, в якій знаходиться поплавець. З верхньої частини трубки повітря підводиться до вимірювального сопла і через зазор S виходить в атмосферу. Відповідно зі швидкістю повітря поплавок встановлюється на певну відстань l від нульової позначки шкали, яка отградуирована в одиницях довжини.
У приладах манометричного типу (рис. 2) стиснене повітря під постійним тиском надходить в робочу камеру, в якій знаходиться вхідний сопло, далі в вимірювальне сопло і через зазор - в атмосферу. Тиск в камері, залежне від зазору S, вимірюється манометром, шкала якого отградуирована в одиницях довжини. Застосовуються прилади манометричного типу високого (30-40 кн / м2) і низького (5-10 кн / м2) тиску.
П. і. п. використовуються в системах активного контролю (див. контроль активний ) І в контрольних автоматах (див. контроль автоматичний ). Як чутливий елемент використовуються пружні елементи (трубчасті пружини, сильфони, мембранні коробки, пружні і мляві мембрани) або рідинні діфманометри (U - образні і чашкові). П. і. п. поділяються на безконтактні (повітря з вимірювального сопла обдуває безпосередньо деталь) і контактні (повітря з вимірювального сопла спрямований на торець вимірювального стрижня або одне з плечей важеля, другий кінець якого входить в контакт з деталлю).
Переваги П. і. п .: відносна простота конструкції, можливість безконтактних вимірювань при очищенні вимірюваної поверхні струменем повітря, велике збільшення при вимірюванні (до 10 тис. раз) і, як наслідок, висока точність, можливість визначення розмірів, погрішностей форми, підсумовування і віднімання вимірюваних величин, отримання безперервної інформації і дистанційні вимірювання. До недоліків П. і. п. відносяться: необхідність мати очищене повітря зі стабілізованою тиском; інерційність пневматичної системи; коливання температури в зоні вимірювання.
Перспективними є створені конструкції, в яких поєднуються переваги пневматичного методу з використанням індуктивних або ін. Перетворювачів.
Літ .: Висоцький А. В., Курочкін А. П., Конструювання і наладка пневматичних пристроїв для лінійних вимірювань, М., 1972; Цидулки Ф. В., Вибір параметрів пневматичних приладів розмірного контролю, М., 1973.
Н. Н. Марков.

Мал. 1. Пневматичний вимірювальний прилад ротаметрічеського типу: 1 - трубка, в яку надходить стиснене повітря під постійним тиском р; 2 - поплавок, що встановлюється в трубці на певній відстані l від нульової позначки; 3 - вимірювальне сопло; S - зазор між вимірювальним соплом і вимірюваної деталлю; L - вимірюваний розмір.
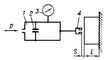
Мал. 2. Пневматичний вимірювальний прилад манометричного типу: 1 - робоча камера; 2 - вхідний сопло; 3 - манометр; 4 - вимірювальне сопло; S - зазор між деталлю і вимірювальним соплом; L - вимірюваний розмір.